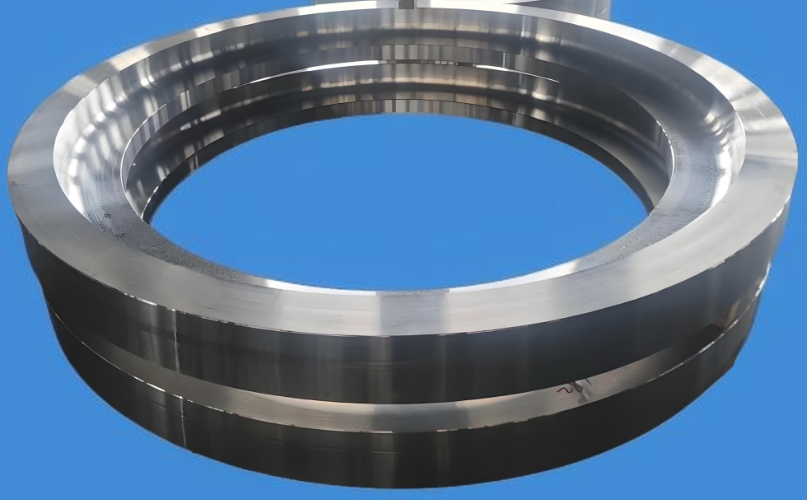
产品名称:大型内齿圈环形锻件
加工设备:液压机
加工性质:热锻
加工材料:按客户要求
加工依据:环形锻件以客户提供的图纸,样品或按功能要求设计加工
适用范围:锻件适用于起重机、交通、核电、船用、工业、桥梁、航天等
大型内齿圈环形锻件的技术壁垒,集中在材料纯净度、热处理均匀性与成形精度三大领域。以风电齿轮箱内齿圈为例,其材料需满足抗拉强度≥1000MPa、-40℃低温冲击韧性≥35J的极端要求,而传统工艺生产的锻件常因晶粒粗大、残余应力导致开裂。
技术突破点:
超纯净冶炼技术:通过真空脱气与电渣重熔,将硫、磷等有害元素控制在≤0.015%,氢含量≤1.5ppm,避免回火脆性。例如,某企业采用LF精炼+VD真空脱气工艺,使42CrMo钢的氧含量从25ppm降至12ppm,疲劳寿命提升40%。
径轴向联合轧制:采用数控轧环机,通过径向辗扩与轴向压下同步控制,实现椭圆度≤0.3%(传统工艺为1.5%)。山西某企业应用该技术后,内齿圈壁厚差从8mm缩小至2mm,材料利用率提高15%。
梯度渗碳淬火:针对齿面耐磨性与芯部韧性的矛盾,开发“深层渗碳+压淬”工艺。如18CrNiMo7-6钢经930℃×20h渗碳后,表面硬度达HRC58-62,而芯部硬度保持在HRC30-35,接触疲劳强度突破1500MPa。
典型案例:
某风电企业生产的3MW齿轮箱内齿圈,采用34CrNiMo6钢与激光熔覆修复技术,在服役5年后仍保持齿面硬度HRC55以上,而进口同类产品已出现严重点蚀。
 Chinese
Chinese English
English