凸缘锻件定制:解锁制造业精密定制新密码:东海锻造专注凸缘锻件定制:解锁制造业精密定制新密码锻造加工,为您定制凸缘锻件定制:解锁制造业精密定制新密码多种规格型号。
价格:根据锻造工件数量与难易程度报价
你是否想过,在航空发动机的轰鸣中、在汽车引擎的转动里、在船舶航行的动力系统内,那些关键部件的精密连接是如何实现的?答案就藏在一个看似普通却至关重要的零件——凸缘锻件中。它就像精密机械的“关节”,默默支撑着各种大型装备的高效运转。今天,就让我们一同走进凸缘锻件定制的奇妙世界,揭开它背后的神秘面纱。
凸缘锻件:制造业的“无名英雄”
凸缘,作为容器开孔处的一种联接件,在需要紧凑连接并保证刚度的场景中,发挥着不可替代的作用。当用短而厚的凸缘替代焊接管时,不仅能增强结构的稳定性,还能有效降低焊接可能带来的变形风险。近年来,随着电力、船舶、冶金、石化、重型机械和国防等多个行业的蓬勃发展,凸缘件的应用范围越来越广,市场价值也日益凸显。
然而,容器凸缘件的整体结构复杂,纵深较大,壁厚较薄,这使得锻造成形面临着巨大的挑战,充型不满的问题时有发生。为了攻克这一难题,众多学者和企业展开了深入的研究与实践,下面就为大家分享几个精彩的凸缘锻件定制案例。
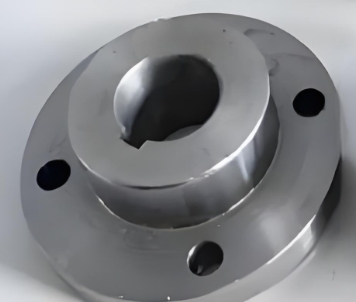
案例一:容器凸缘件模具设计与工艺优化
模具设计:精准规划,奠定基础
以某容器凸缘件为例,该凸缘件纵深长达98mm,最薄处仅6.6mm,成形难度极大。在设计模具时,采用了开式锻造方式,设计的模具周围设置了一周飞边,其主要目的是保证充型的饱满。加工余量设定为3mm,模锻斜度为7°,这样的设计为后续的锻造过程提供了精确的尺寸框架。模具结构如下表所示:
| 模具部分 | 设计参数 | 作用 |
| 整体结构 | 开式锻造,周围有飞边 | 保证充型饱满 |
| 加工余量 | 3mm | 为后续加工留出空间 |
| 模锻斜度 | 7° | 便于锻件脱模 |
模拟设置:科学模拟,优化参数
在模拟环节,将模具设为刚体,坯料设为塑性体,材料选用40Cr。由于四面体网格计算较为精确,采用四面体单元对工件进行网格离散划分,网格总数达到50000个。工件与模具之间的传热系数为5N/(s·mm·℃),摩擦系数为0.3。为了方便计算,模拟采用四分之一模型进行。模拟中采用的工艺参数如下表所示:
| 工艺参数 | 数值 |
| 传热系数 | 5N/(s·mm·℃) |
| 摩擦系数 | 0.3 |
| 网格总数 | 50000个 |
模拟成形分析:多方案对比,寻找最优
由于凸缘件结构复杂,为了获得更好的成形效果,设计了三种不同的坯料尺寸方案,具体尺寸如下表所示:
| 方案 | 坯料尺寸(r/mm,h/mm) |
| 方案一 | r=38mm,h=120mm |
| 方案二 | r=36mm,h=117mm |
| 方案三 | r=34mm,h=115mm |
方案一:在锻造模拟过程中,随着上模的不断下行,坯料逐渐成形,整体过程较为平稳,成形后的工件没有明显缺陷。但是,飞边较大,导致原材料损失严重,这对于实际生产来说是一个不容忽视的问题。从成形后的零件等效塑性应变图可以看出,凸缘件上部和中部的塑性变形较大,而底部则处于较小的塑性变形。这说明在成形过程中,由于飞边槽阻力过大,周围的金属不易向飞边槽处流动,从而影响了底部的塑性变化。
方案二:此方案的坯料尺寸小于方案一。从锻造模拟图可以看出,成形后的飞边很小,基本达到了少或无飞边的效果。与方案一相比,该方案原材料利用率更高,成形效果平稳,且没有明显缺陷。从等效塑性应变图可以发现,塑性变形区分布与方案一相似,下部塑性变形较小,上部和中部塑性变形较大。从锻模与坯料接触图可以看出,成形后的工件与模具接触良好,表面形貌接近设计要求,因此方案二的坯料成形效果良好。
方案三:该方案的成形工件存在未充满的部分,不过飞边较小,整体成形较为平稳。但与方案二相比,仍存在一些不足。从等效应变图可以看出,塑性变形区分布与前两个方案相似,下部塑性变形小,上部和中部塑性变形大,成形后的接触也较为良好。
结论:总结经验,指导实践
通过对这三个方案的分析,可以得出以下结论:
对于不同类型大小的坯料,成形后的塑性变形区分布相似,坯料的形状对塑性变形区的分布影响较小。
坯料尺寸在r=36mm,h=117mm时成形效果最好。
改变坯料尺寸能有效改变坯料在成形中的流动,坯料的形状对成形有较大影响,合理选用坯料尺寸可以提升成形效果。
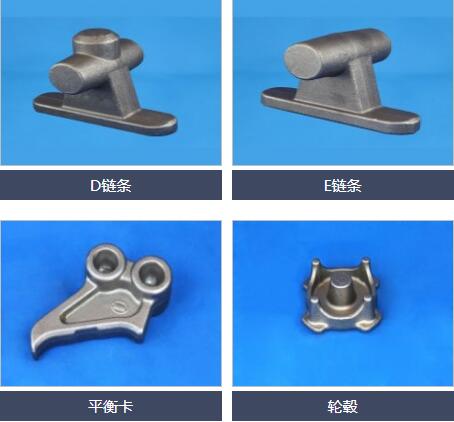
案例二:凸缘叉锻造模具定制
设计思路:创新方法,解决难题
在设计凸缘叉锻造的预锻模时,采用了开式与闭式相结合的创新方法。在盘部采用闭式设计,阻止金属向盘子流动,迫使金属流向耳部;将耳部设计成开式,考虑到锻压机设备不能全封闭,以保证设备的安全。同时,为了确保终锻时有多余金属充满型腔,将耳部总高尺寸适当增加。在预锻模开挡处加大圆角,有利于金属流向耳部。此外,在预锻模和终锻模的耳部都设计了排气孔,以利于金属充满耳部。为了避免终锻时在耳根部产生金属折叠,在设计预锻模时,加大了耳根圆角。
定制效果:合格锻件,批量生产
通过合理的设计,成功锻出了合格的锻件,该模具现已投入批量生产,为企业的生产效率和产品质量提供了有力保障。
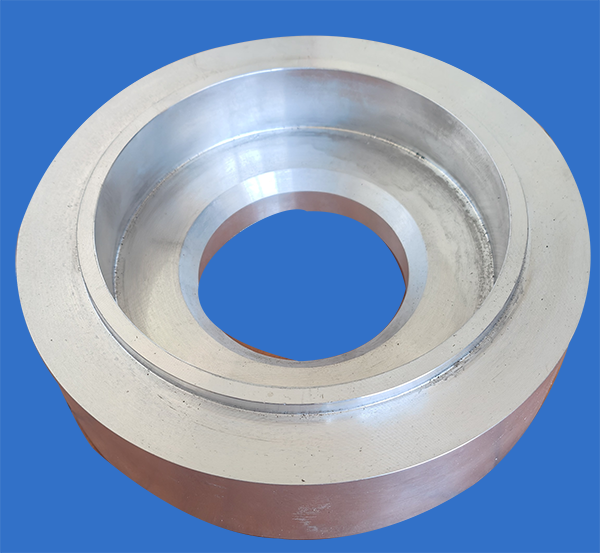
案例三:凸缘封闭锻工艺及模具研发
研发背景:降低成本,提升竞争力
随着国内汽车市场的繁荣,轮毂类(主要有凸缘和外圈)锻件的需求量与日俱增。而锻件原材料的消耗是影响锻件生产总成本的主要因素。在欧美等发达国家,凸缘锻件大多采用自动化程度和加工精度都很高的封闭式锻造工艺,其工艺步骤为镦粗、预锻(可以是多个预锻)和精锻。而在国内,目前凸缘锻件主要采用开式锻造工艺,工艺步骤为镦粗、预锻(可以是多个预锻)、精锻和切边,这导致原材料消耗较大,生产成本较高。
研发过程:攻克难题,实现突破
为了降低生产成本,提高企业的市场竞争能力,某公司展开了对凸缘封闭锻工艺及模具的研发工作。在研发过程中,首先要解决精锻模具和预锻模具的设计难题。在精锻模具设计时,运用封闭成形的理念,将上模设计成冲头,下模沿型腔外围设计出导向孔。闭模时,利用冲头外径与下模导向孔的配合定位,使冲头在下行过程中与下模型腔组合成一个封闭的模腔,让坯料在这个封闭的模腔内完全成形,实现了无飞边锻造。
在编制工艺时,只允许一道预锻。经预锻后的坯料,首先要保证在精锻模具上能准确定位,否则在成形过程中会因材料分布不均匀导致锻件报废。同时,要确定坯料的形状,使其容易成形,避免折叠,具备一定高度以便轴向成形,且不能有毛刺。通过Proe软件进行造型,根据锻造等体积法,确定了坯料的形状尺寸,并设计出预锻模具。
对于封闭锻工艺,成形的模具型腔离模面有一定距离,这是由导向孔引起的。顶杆必须具备6~8cm的行程,才能将锻件从模具型腔内顶到模面以外。项目组人员通过加深模架底部的扁担槽深度,减薄扁担厚度,增加顶杆高度,使顶杆实际行程达到7cm,满足了封闭锻工艺设定的顶杆行程高度要求。
此外,对封闭锻造的坯料要求两端面平整无毛刺,且重量差异性不能超过15g,否则会导致锻件出现毛刺、“缺肉”甚至模具涨裂碎等问题。项目组人员通过改进下料工艺,由传统的剪料变为锯料,并严格控制下料精度,确保了坯料重量的一致性。公司还引进了圆锯机,经过多次试样和优化改进,最终解决了凸缘锻件的封闭锻造工艺及模具的开发问题。
研发成果:显著效益,积累经验
该公司的凸缘封闭锻造工艺步骤为镦粗、预锻和精锻。采用无飞边的封闭锻工艺后,锻件的材料消耗重量大幅减少,表面质量也有了很大提高。目前,该项目已通过公司项目评审小组的审核,采用封闭锻工艺生产的W - 716凸缘已投入量产。锻件下料重量从原来的3.1+0.05kg减小到现在的2.86+0.03kg,每只锻件节约材料消耗0.25kg;锻件尺寸、金属流线和外观表面质量均符合图样要求;产品废品率小于0.2%;模具寿命一次性达到8000~10000件,完全满足项目预期要求。
对于原材料为SAE1055的W - 716凸缘,按平均每月生产5万只,一年可为公司节约原材料费用约为106.5万元(材料售价7.1元/kg,计算方式:5万只×0.25kg/只×7.1元/kg×12月)。该项目开创了公司凸缘锻件无飞边封闭锻造的先河,为今后在这方面的技术开展积累了宝贵经验,目前封闭锻造工艺和封闭锻造模具这两项专利正在申报之中。
凸缘锻件定制的未来展望
随着制造业的不断升级和发展,凸缘锻件定制将迎来更加广阔的市场空间。未来,凸缘锻件定制将更加注重技术创新和工艺优化,不断提高锻件的精度和质量。同时,数字化、智能化生产流程的应用也将成为趋势,通过引入智能制造技术、3D打印等前沿科技,大幅提升生产效率和产品性能。
此外,材料创新也是凸缘锻件定制的重要方向。随着新材料的不断涌现,如钛合金、镍基合金等新型材料将更广泛地应用于凸缘锻件的制造中,进一步提高产品的性能和使用寿命。
凸缘锻件定制,这个看似普通的制造业领域,却蕴含着无限的可能和机遇。通过不断创新和优化,它将为制造业的发展注入强大的动力,让我们共同期待凸缘锻件定制在未来的精彩表现!
 Chinese
Chinese English
English