



手机外壳金属加工锻造是金属压力加工方法之一。指利用压力改变金属原料形状,以获得具有一定机械性能、一定形状和尺寸的锻件的一种加工工艺。
锻造的分类
1、锤锻或打铁 | Hammer or Smith Forging
锤锻或打铁所用的方式相同,系将工作物加热到锻造温度,在平锤及钻板之间加以锻造; 小件可用手工称为打铁;大件则须使用蒸气锤(Steam Hammer),如下图。其中,工作物放在钻板与平面锤之间,至于蒸汽锤的构造,则依锻造容量而定,轻型者为单机架式, 重型者为双机架式。

2、落锤锻造 | Drop Hammer Forging
落锤锻造与平面锻造的不同,在于落锤锻造的锤有模穴,工作件在模穴中承受兩方面的压力或冲击力作用,进而依模穴的形状作塑性变形。 如下图所示,为了使金属的流动能确实而充份,往往将锻造分为若干级次,每级的变化为渐进式,以利控制流动方向,至于级数的多寡, 端视锻件的形状与大小,金属的可锻性及工件尺寸精度要求。

3、压力锻造(锻压) | Press Forging
压力锻造是以慢速的压力,使金属在模内挤压造形的锻造法,由于金属受力的时间颇长,挤压作用不仅行之于锻件表面,也及于工件的中心部份,因此,能达到内外均一的效果,其制品的质量亦较锤锻者为佳。
锻压用于手机外壳制程可有效减少CNC的时间,从而相对成本较低;并且可选用铝含量超过95%的铝合金,可进行阳极氧化。制程:先通过锻压得到较厚的手机结构件粗型;再CNC铣掉不需要的部分;NMT得到金属+塑料一体结构件;阳极氧化表面处理;最后胶合天线盖。
4、锻粗或端压锻造 | Upset Forging
锻粗或端压锻造通常是针对一均匀长杆的一端欲进行锻粗或造形而來,如下图所示。将长杆在模子内夹紧,其一端加热至高温,并顺其轴向,再该端加压,使其锻粗或造形。

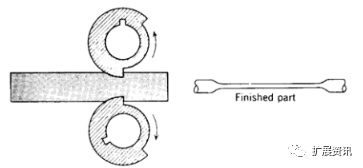
5、滚轧锻造 | Roll Forging
滚轧锻造的原理如下图。以两个非百分之百为圆形的辊子(有 25~75%的直径缩减率,其余部份可依需要切成槽形),将杆料送入其间并夹持之,而后继续转动,使杆料受轧压,使直径缩减并向前推送;当辊子再转到开口位置时,可将杆料抽回到原来的位置,以备次一循环轧滚,或送到另一沟槽作另一种施工。
冲压 | Punching
金属冲压成型是一种金属冷处理加工方法,又被称之为冷冲压或板料冲压,借助冲压设备的动力,使金属板材在模具内直接受力成型,冲压的零件广泛应用于汽车零件制造和家用电器的制造。
适用材料:适合大多数金属板材,尤其适合:碳钢板,不锈钢板,铝板,镁板,铜板和锌板
工艺过程:
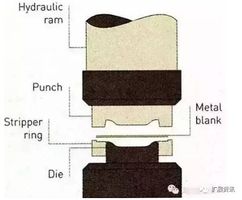
1、将金属板材固定在模具台面上
2、上方冲头垂直下落,使金属板材在模具内部受力成型
3、冲头上升,零件被取出等待下一步修边打磨工序,整个过程在1s-1min左右
冲压的一个直接好处就是节省成本,不用经纳米注塑,打磨后直接阳极氧化,量产爬坡很快;但该技术的缺点是机身上下两端必须是塑料拼接。无法做复杂的内部结构,只能用来做后盖。
内容图片来源网络, 如有侵权,侵删
 Chinese
Chinese English
English